
 機能性銅パイプの代替として、スーパーエンプラであるPPSの押出成形にチャレンジしました。
機能性銅パイプの代替として、スーパーエンプラであるPPSの押出成形にチャレンジしました。
PPSは、成形温度が300℃以上と高く、また、溶融粘度が低い為、押出成形には適さない樹脂であると考えておりました。しかし、ユーザー様の次世代製品を完成させる為、金型、サイザー、更には押出機を工夫する事により、PPSの押出成形技術を確立する事に成功しました。
主力で開発してきた非強化PPS押出成形に加え、ガラス繊維入りPPS、更には熱伝導率10W/m・Kと金属並みの熱伝導性を示すPPSなど、表面がボソボソになりやすいPPSを、特殊金型により良好な表面状態で成形する事を可能にしました。
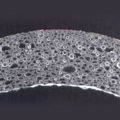
また、これまで培ってきた発泡成形技術やねじり成形技術を応用し、世界初、PPS発泡押出製品、PPSねじり押出製品の成形にも成功致しました。
更に、これらPPS製品の特殊曲げ加工も可能です。
現在、PPSの用途は、自動車のエンジン回りの射出成形部品が多いですが、今回、非強化PPS、ガラス繊維入りPPS、熱伝導性PPS、発泡PPS、ねじりPPSなど、各種PPSの押出成形技術を確立した事により、ますます用途が広がることを期待しております。

(6ナイロン)
(m-PPE、PC/ABS等)

(PPS)
(PPS)

(PPS)

