押出成形は2次元の直線的な形状を作るのに非常に適した製造方法ですが、部品の用途によっては3次元の複雑な形状部が必要になります。その問題を解決したのが、押出成形+縦型射出成形のインサート成形です。自動車のセンターピラーに付属するモール材に使用される部品はこのような方法で製造されます。
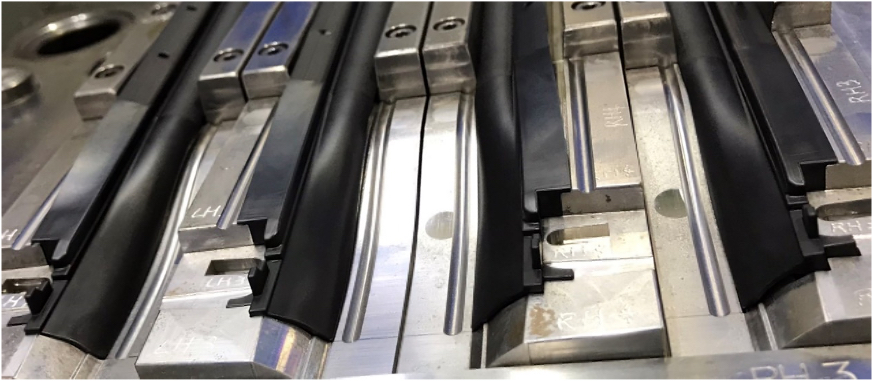
インサートする押出成形品は、両面テープでセンターピラーに取つけるやや硬めのTPO(軟質樹脂)、シール性を要求される柔らかいTPO、そしてその柔らかいTPOの表面に薄く積層され、摺動性を上げる役割を果たす硬いTPO、これらの異なる3種類の樹脂で構成されています。
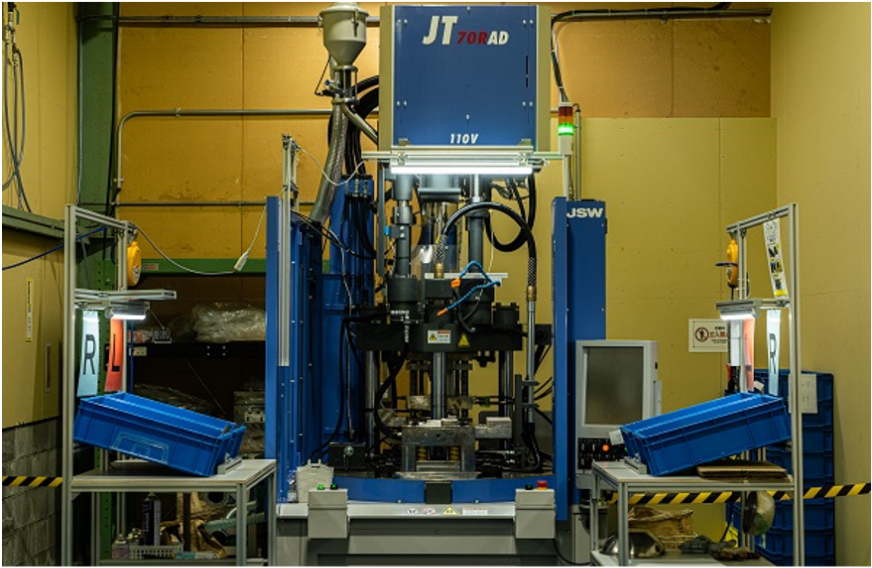
押出成形で製造された3層成形品は次の射出成形工程へ送られます。一般的な射出成形は横型成形機を使いますが、インサート成形の場合、ロータリー式縦型射出成形機を使用します。ロータリー盤の上に取り付けられた金型に3層押出成形品をセットし、柔らかいTPO(軟質樹脂)を射出して成形します。
射出成形は密閉された金型内の空間に溶融樹脂を高圧・高速に射出する成形方法です。しかし、微細な隙間があるとそこから樹脂が漏れバリが発生してしまいます。TPO(軟質樹脂)の押出成形品は寸法のバラツキが大きく、単純にインサート成形をするとバリが発生してしまいます。また、バリを防ごうと射出圧力を下げるとショートショット(欠肉)が発生してしまいます。